2面取りボルト(小判軸・Hカットボルト)とは?特徴・用途・調達方法を解説

2面取りボルト(小判軸・Hカットボルト)は、軸部断面を小判形に加工した特殊形状ボルトです。回り止め・位置決め・支点など複合機能を1部品で実現できることから、墜落制止用器具や自動車部品、手工具の支点ピンなど幅広い業界で採用されています。しかし「JIS規格品が存在しない」「呼称が乱立している」という2つの理由から、設計図面は描けても調達先が見つからないというケースが後を絶ちません。
本記事では、2面取りボルトの定義・形状・用途から、切削から冷間圧造への工法転換によるコストダウン手法、そして量産対応の相談先まで、設計・調達担当者が知りたい情報を一気通貫で解説します。
2面取りボルトとは何か?
【定義】 2面取りボルトとは、軸部または頭部の断面を円形ではなく平行な2面を持つ小判形(楕円形)または長円形に加工したボルト・ピン類の総称です。

「2面取りボルト」という名称は、設計現場でよく使われる呼び方のひとつに過ぎません。同じ形状の部品が、会社や業界によって「小判軸ボルト」「Hカットボルト」「二面幅ボルト」「D面取りボルト」「支点段付きネジ」など複数の異なる名称で呼ばれているのが実情です。JIS規格に「2面取りボルト」という独立した品番は存在しないため、設計者が図面に形状を描いても、調達担当者が名称で検索しても、なかなかたどり着けないという声が現場では多く聞かれます。
2面取りボルトの基本的な仕組みと形状
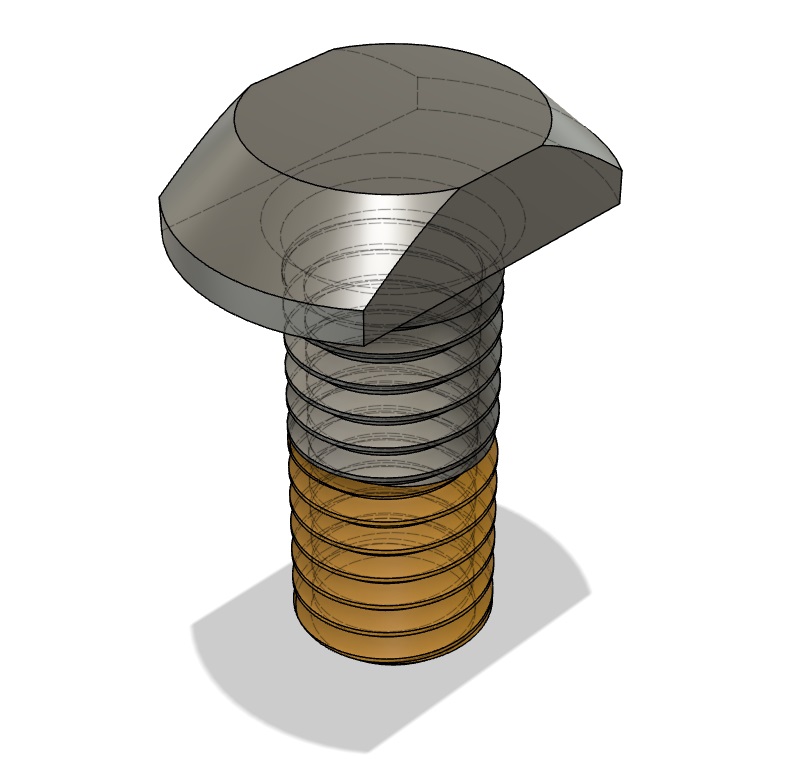
2面取りボルトの断面形状は、円柱の両側面を平行に削り落とした「小判形(長円形)」です。この形状には、円形断面にはない機能的な意味があります。
具体的には、次の2つの観点から整理できます。
「小判形断面」が生み出す機能
小判形の断面を持つ軸部は、相手側の穴や溝にはめ込むことで回転方向の動き(共回り)を物理的に防止します。六角形のように角を多く持つ形状よりコンパクトに収まり、かつスパナ工具の不要な箇所——たとえばベルト巻取機の軸や治工具の支点ピンなど——に採用されます。通常の丸軸ボルトで発生しがちな「締め付け中に軸が空回りする」という問題を、形状そのもので解決する設計です。
Hカット・D面取りとの形状の違い
2面取りは「両側を対称に落とした形状」であるのに対し、D面取りは「片側のみ削った半月形」の断面を持ちます。ただし、どちらの呼称も業界・企業によって混用されているため、図面上の断面寸法で形状を特定することが確実です。
2面取りボルト、小判軸ボルト(小判段付きボルト)、Hカットボルト、二面幅ボルト、呼び名が乱立する背景
同じ形状なのに呼び名が統一されていない理由は、JIS規格の対象外であることに加え、業界ごとに独自の呼称が定着してきた歴史的な経緯があります。
以下の4つの呼称が、同一形状または類似形状を指して混用されています。
- 2面取りボルト
- 小判軸ボルト(小判段付きボルト)
- Hカットボルト
- 二面幅ボルト
一概に「どれが正しい呼称か」とは言えない部分もありますが、設計図面に形状寸法と断面図を明記することで、製造依頼時の認識のズレを防ぐことができます。
2面取りボルトはどんな場面で使われているのか?
【ポイント】 2面取りボルトは「締結」だけでなく「回り止め・位置決め・支点」という複合機能を1部品で果たすため、設計の合理化に直結します。

回り止め・位置決めが求められる設計での役割
2面取りボルトが選ばれる設計上の理由は、形状そのものが機能を持つ点にあります。
主な設計上の採用理由は3つです。
- 共回り防止
- 省スペースでの位置決め
- 部品点数の削減
共回り防止とは、ボルトを締め付ける際に軸側が一緒に回転してしまうことを防ぐ機能です。六角穴付きボルトや割りピンで対処するよりも、軸形状そのもので解決できるため、組立工数を削減できます。また、小判形の軸を相手穴に通すだけで位置決めが完了するため、別途の位置決めピンが不要になるケースもあります。部品点数を削減することで、組立コストと管理コストの両方を下げられる点が、設計担当者から評価されています。
業界別の代表的な使用事例
2面取りボルト・小判軸ピンは、回転や振動が繰り返しかかる過酷な使用環境でも採用されています。
具体的には、以下の4業界での実績が多く確認されています。
- 墜落制止用器具(安全ベルト・巻取器)
- 自動車部品(シート・ドアヒンジ・ブレーキ関連)
- 手工具(プライヤー・ニッパーの支点ピン)
- 産業機械・FA機器(カム・ガイド機構)
墜落制止用器具への採用事例
太陽精工では、墜落制止用器具のベルト巻取器に使用される小判軸ピン(ステンレス製・ロット3万個/回)の量産実績があります。頭部・軸部・足先のすべてを小判形状に絞り込んだ特殊形状で、圧造工法とパシペート処理(不動態化処理)を組み合わせて製造しています。人命に関わる部品であるため、全数画像検査と工程ごとの検査記録保管を徹底しています。
手工具・プライヤー支点ビスへの採用事例
プライヤーやニッパーの支点(開閉の軸)となるビスは、小判軸形状の代表的な用途のひとつです。軸が小判形状になっており、工具本体の穴にきっちりはまることで支点としての機能を果たします。使用者の手に触れる部品のため、各角にR加工を施し、バレル研磨で微細なバリまで除去する品質管理が求められます。
なぜ2面取りボルトの調達はこれほど難しいのか?
【ポイント】2面取りボルトの調達が難しい根本原因は「JIS規格品が存在しない」という構造的な問題にあります。名称が統一されていないことも、調達担当者の検索を妨げる要因になっています。

市販品がほぼ存在しない構造的な理由
モノタロウやミスミなどのECサイトで「2面取りボルト」「小判軸ボルト」を検索しても、汎用品としての在庫はほとんどヒットしません。これは偶然ではなく、構造的な理由があります。
市販品が存在しにくい理由は、主に次の3点です。
- JIS規格の対象外であること
- 形状・サイズ・材質の組み合わせが無数に存在すること
- 使用用途が設計ごとに異なるため、汎用化しにくいこと
六角ボルトやキャップボルトはJIS規格で寸法が標準化されているため、量産・在庫化が成り立ちます。2面取りボルトはそれがないため、メーカーが在庫を持たず、必要な企業が個別に特注するという構造になっています。また、呼称が統一されていないために検索でたどり着けず、「この部品はどこに頼めばいいのか」という入口の段階で止まってしまう設計・調達担当者の声が多く聞かれます。
>>段付きボルトとは?使い方から特殊段付きボルトの製作ポイントまで解説!
切削加工依存による高コスト・長納期の実態
特注品として製造を依頼できる先が見つかったとしても、次の課題が待っています。多くの加工業者が、2面取りの軸形状を「切削加工」で対応するからです。
切削加工と圧造加工の違いを整理すると、以下のようになります。
| 比較軸 | 切削加工 | 冷間圧造(圧造) |
|---|---|---|
| 加工の考え方 | 削って形を作る(除去加工) | 押して形を作る(塑性加工) |
| 材料歩留まり | 低い(削りカスが発生) | 高い(ほぼロスなし) |
| 量産時の単価 | 高い | 大幅に低い |
| 加工時間 | 1個ずつ加工するため長い | 連続成形のため短い |
| 強度 | 繊維が切断される | 繊維が連続するため高強度 |
| 向いているロット | 少量・単品 | 月産1万個以上の量産 |
月産1万個以上の量産案件で切削加工を続けることは、コストの観点から合理的とは言えません。ただし、極端に小さいサイズや特殊な形状の場合は、圧造での対応が難しいケースもあるため、まずは専門家への相談が現実的です。
2面取りボルトを切削から圧造に転換するとどうなるのか?
【ポイント】 冷間圧造(2ダイ3ブロー)は、小判軸形状のような複雑断面を高精度・高速で成形できる工法であり、量産時のコスト構造を根本から変えます。

冷間圧造(2ダイ3ブロー)で小判軸形状を成形するメカニズム
冷間圧造とは、金属素材を加熱せず常温のまま金型で圧力をかけて成形する工法です。「打ち抜いて、押して、形をつくる」という一連の工程を連続的に行います。
太陽精工が主力とする2ダイ3ブロー方式は、以下の特徴を持ちます。
- 2つの金型(ダイ)と3回の打撃(ブロー)で複雑形状を成形
- 小判形・多角形・フランジ付きなど異形状の頭部・軸部に対応
- 24時間無人稼働を前提とした独自金型設計による高い生産安定性
小判軸の成形で最も重要なのは、円柱部と小判部のつなぎをいかに滑らかに仕上げるかという点です。この部分の設計精度が金型寿命に直結するため、太陽精工では自社内で金型設計を完結させることで、最適なプロセス設計と金型の長寿命化を両立させています。
>>冷間圧造とは?転造やプレス、冷間鍛造との違いまで徹底解説!
>>パーツフォーマーとは?7段フォーマーだからこそ可能な特殊ネジについてご紹介!
工法転換で実現するトータルコスト削減
切削から圧造への転換効果は、単価だけで測るべきではありません。
切削と圧造のコスト・品質・納期比較
月産3万個規模の小判軸ピン(ステンレス製)を切削から圧造に転換した場合、材料歩留まりの改善と加工時間の短縮が重なり、量産単価を大幅に下げられます。具体的な削減幅は材質・形状・サイズによって異なりますが、工法転換によるコストダウンを実現した実績が多数あります。品質面では、圧造により金属繊維(ファイバーフロー)が連続するため、切削品よりも強度・疲労耐性が向上します。
転造による小判形状の成形事例
太陽精工が手がけた墜落制止用器具向けの小判軸ピン(ステンレス・ロット3万個)では、頭部・軸部・足先のすべてを小判形状に成形することに加え、円柱部と小判部のつなぎ部分の滑らかさを高精度で実現しています。人命に関わる用途であるため、パシペート処理(不動態化処理)による耐食性確保と、全数画像検査による品質保証を組み合わせた体制で納品しています。自社金型設計により、小判部と円柱部のつなぎに起因する金型破損リスクを最小化し、安定供給を継続しています。
太陽精工が2面取りボルトの量産で選ばれる理由は何か?
【ポイント】 太陽精工の強みは「自社設備だけで完結しない」ことにあります。80社以上の協力工場ネットワークと自社金型設計力の組み合わせが、他社では断られる複雑形状の量産を可能にします。
80社超の協力工場ネットワークと5,000万個超の在庫体制
2面取りボルトの製造には、圧造・転造・フライス加工・表面処理・バレル研磨など複数の工程が絡み合います。1社の設備だけで全工程を賄おうとすると、得意でない工程でコストが膨らみます。
太陽精工が構築しているのは、「最適工場選定型」の製造体制です。
- 80社以上の協力工場ネットワーク
- 5,000万個超の在庫による緊急対応力
- 袋詰め代行・表面処理・検査まで一括管理
- 大手メーカーへの直需対応実績(自動車・自転車・家電など)
商社を介さずメーカーと直接取引する体制のため、中間マージンが発生しません。管理窓口も一本化されるため、設計・調達担当者の業務負担が大きく軽減されます。
設計段階からのVA/VE提案という差別化
「図面通りに作るだけ」では、コストの上限を超えられません。太陽精工が行うのは、図面を受け取る前の段階から「この形状は圧造で成形できるか」「材質を変えれば強度を維持しつつコストを下げられるか」を提案するVA/VE活動です。
「1社完結」ではなく「最適工場選定」という提案力
太陽精工は自社設備への固執を持ちません。2面取りボルトの軸部フライス加工が必要な場合は専門の協力工場へ、特殊表面処理が必要な場合は別の協力工場へと、工程ごとに最適な加工先を選定します。お客様の窓口は太陽精工1社のため、管理コストは発生しません。
全数画像検査と完全トレーサビリティ体制
自動車・安全器具・医療関連など、品質不良が人命に直結する業界への納入実績を持つ太陽精工では、自動画像選別機と専任スタッフによる全数検査を標準化しています。ミルシートの提出や各工程の検査記録保管にも対応しており、トレーサビリティが求められる大手メーカーの購買基準を満たしています。ただし、対応の詳細は案件の内容・規模によって異なりますので、具体的な要件はお問い合わせ時にご確認ください。
>>高機能ネジ・ボルトとは?高機能ネジ・ボルトの一覧をご紹介!
>>鍛造・圧造における「絞り加工」の加工のポイントとは?断面減少率の計算方法もご紹介!
よくある質問
Q. 試作段階から相談できますか?また、量産への移行は可能ですか?
A. 試作から量産まで一貫してサポートしています。設計段階のご相談も歓迎しています。月産1万個以上の量産案件を得意としています。
2面取りボルトの事例紹介
続いて、実際に当社が製作した2面取りボルトの製品事例紹介です。

小判軸ピン
本製品は墜落防止機器に使用されます。使用方法としては、本製品を軸としてベルトを巻き付ける軸として使用されます。
本製品の加工のポイントとしては、頭部・軸・足先と小判に絞っている点です。小判部と円柱部とのつなぎを、いかに滑らかにすることができるかどうかが、金型寿命に関わります。

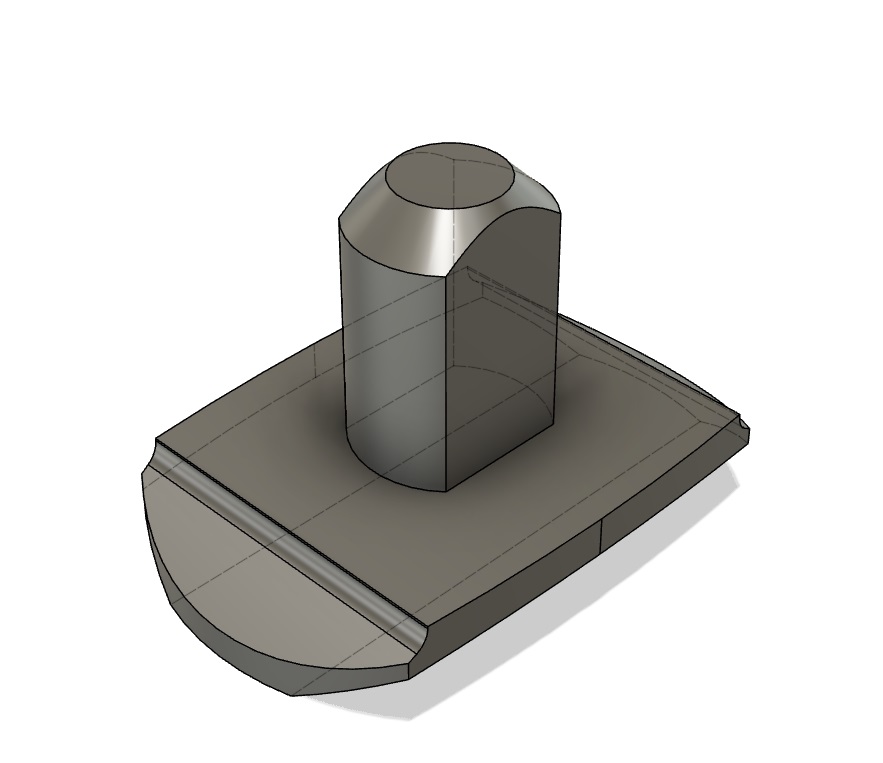
小判頭段付きリベット
こちらは自動車向けの小判頭段付きリベットです。写真でお分かりいただける通り、軸偏位・軸形状が特徴です。切削・トリミング等を使わずに成形しているため、弊社の圧造技術が活きた製品になっています。また金型に工夫を加えることによって成形した製品になるため、弊社の金型設計から量産までという流れが現れた製品になっています。
ボンド付き小判頭ネジ(M6×P1.0)
こちらはモビリティ業界向けのボンド付き小判頭ネジです。
頭部形状は小判型に圧造での成形を行っています。またネジ部に緩み止め加工を施していることで緩み止めになることはもちろんのこと。自転車の駆動部に使用されるため緩んでしまうと本来の機能を果たせなくなってしまい、締結された相手材の破損にも繋がるため緩み止めがついているかのチェックにも力を入れています。
異形頭小判軸リベット
本製品はもともとお客様が切削メーカーから購入していた商品でした。全切削であることから製造キャパシティの問題に直面され当社にご相談を頂きました。
当社での加工のポイントは、異形頭+小判軸を圧造のみで仕上げたリベットであるということです。自転車向けのリベットで、強度や耐摩耗性を向上させる必要があったため、SUS410材に真空熱処理を施すことで対応いたしました。また、お客様がカシメ組付けをする際に、頭部と軸部の位相を決める必要があったため、圧造時の金型セッティングに細心の注意を払いました。
2面取りボルトのことなら、特殊ネジ カスタム部品製造.comまで!
2面取りボルトでお困りの際は特殊ネジ カスタム部品製造.comを運営しております太陽精工株式会社までお気軽にお問い合わせください。
◆特殊ネジ カスタム部品製造.comは、冷間圧造技術のノウハウと、オリジナリティ溢れる金型設計力、幅広い調達ネットワーク、そして積極的なVA/VEによる技術提案を行い、多種多様な特殊締結部品の製造を、試作開発から量産までトータルサポートさせていただきます!
>>当サイトについて
◆私たちの強みが形となった「冷間圧造」「2ダイ3ブロー」「ヘッダー加工」「転造加工」…など当社のサービス一覧をご紹介します!
◆私たちは冷間圧造を中心として特殊ネジ カスタム部品の製造を得意としております。特に、「目利き力」でお客様の求める製品の最適な製造方法をご提案させていただきます。実際、工法転換や材質変更などによる大幅なコストダウンを実現した事例が多数ございます!
◆特殊ネジ カスタム部品の設計・製造に関して、実際にお客様からいただいたご質問と、その回答を掲載しております!
◆当社の対応しております製品一覧をカタログにしておりますので、更にご興味ある方は是非ご覧ください。無料でダウンロードできます!

◆特殊ネジ カスタム部品の製造や工法転換など、お困りの際はお気軽にご相談ください!
 締結部品の
締結部品の