鍛造・圧造における「絞り加工」の加工のポイントとは?断面減少率の計算方法もご紹介!

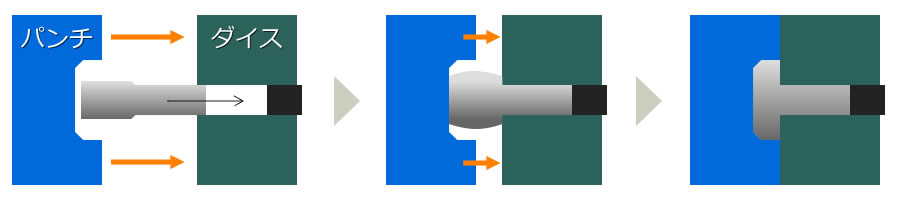
絞り加工とは素材を金型に充填させ加工設備により一定速度の荷重で押し込むことにより元の径よりも細くする加工です。荷重方向と素材の伸びる方向が同一のために前方押し出し加工とも呼ばれます。
そのような、絞り加工の加工のポイントについて、本記事では詳しく解説しております。是非、最後までご覧ください。
鍛造・圧造における「絞り加工」とは?
絞り加工とは素材を金型に充填させ加工設備により一定速度の荷重で押し込むことにより元の径よりも細くする加工です。
荷重方向と素材の伸びる方向が同一のために前方押し出し加工とも呼ばれます。
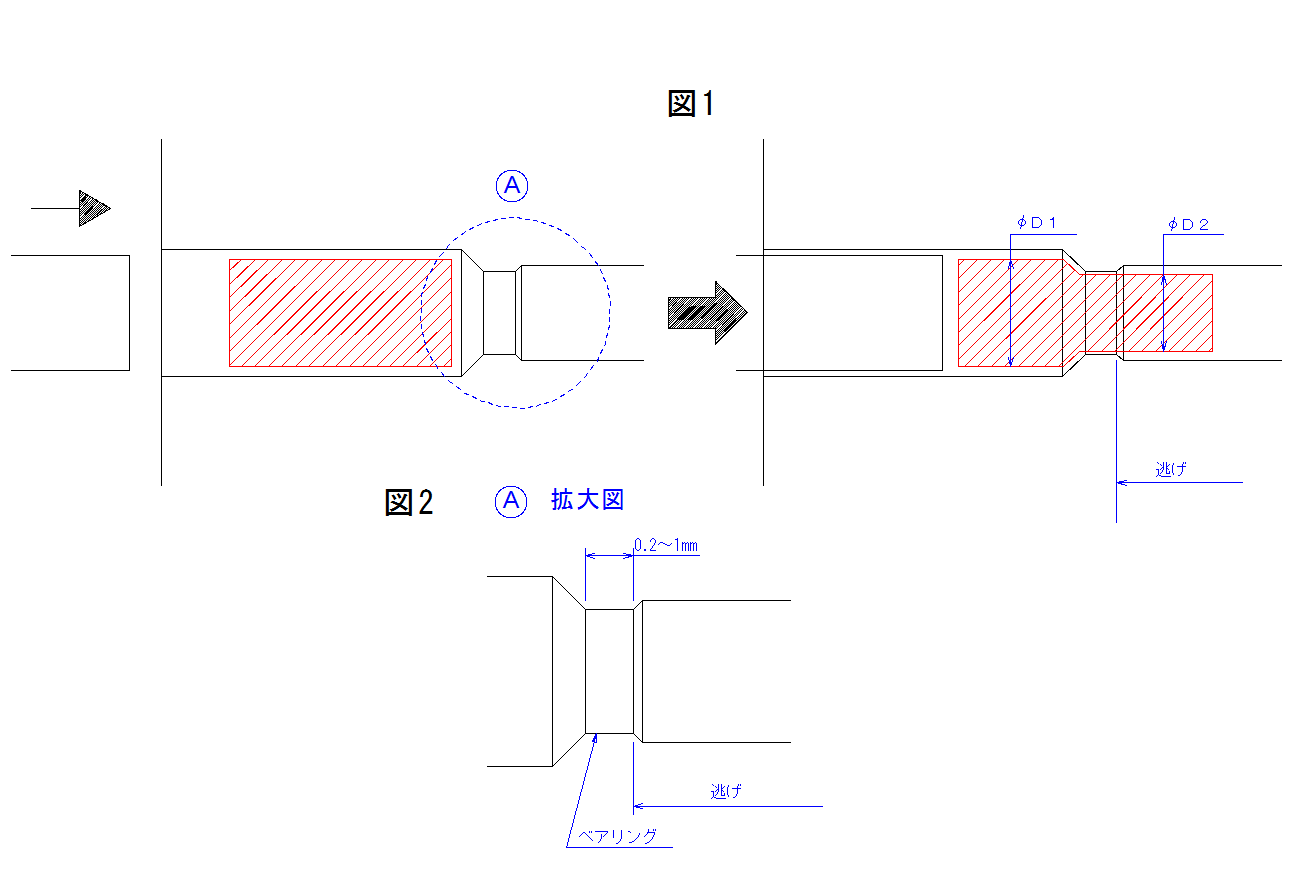
金型の形状は図1の通り元の素材径より若干太い穴(素材径の太さにより異なる)に設定されており、その部分に素材を挿入し、ピンで押し込むことにより、その先の金型穴径に沿った寸法に仕上げることができます。
図2参照、細い部分(ベアリング)の厚みは0.2~1㎜程度で、その先は「逃げ」と呼ばれ細い部分(ベアリング)の径よりも少し太くなるくびれ形状となっています。
これにより素材が金型内で抵抗を受けずに伸びていくことが可能になり、絞り加工後の細い寸法はこのベアリング部の径に準じることになります。
絞り加工の断面減少率の計算方法
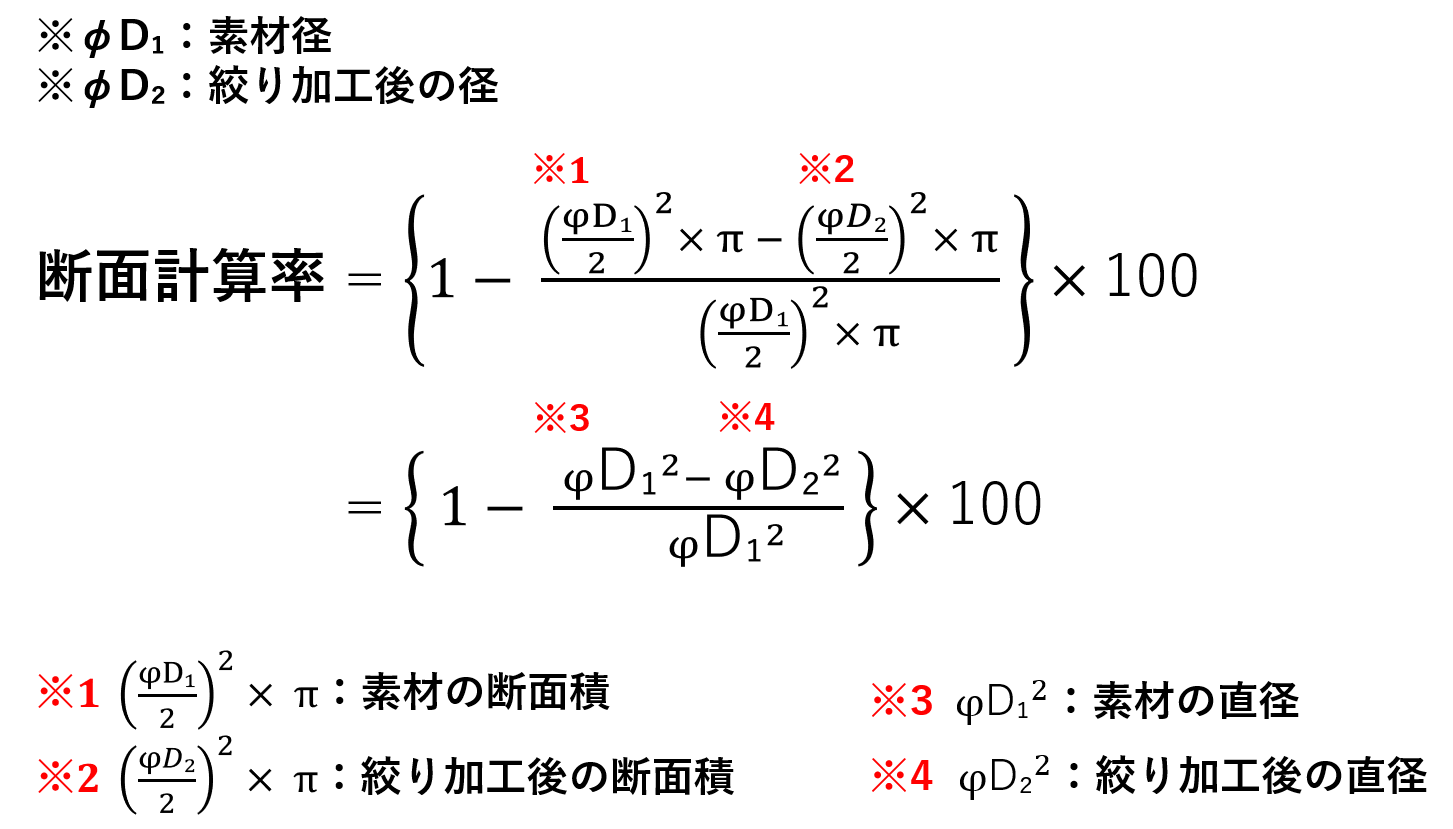
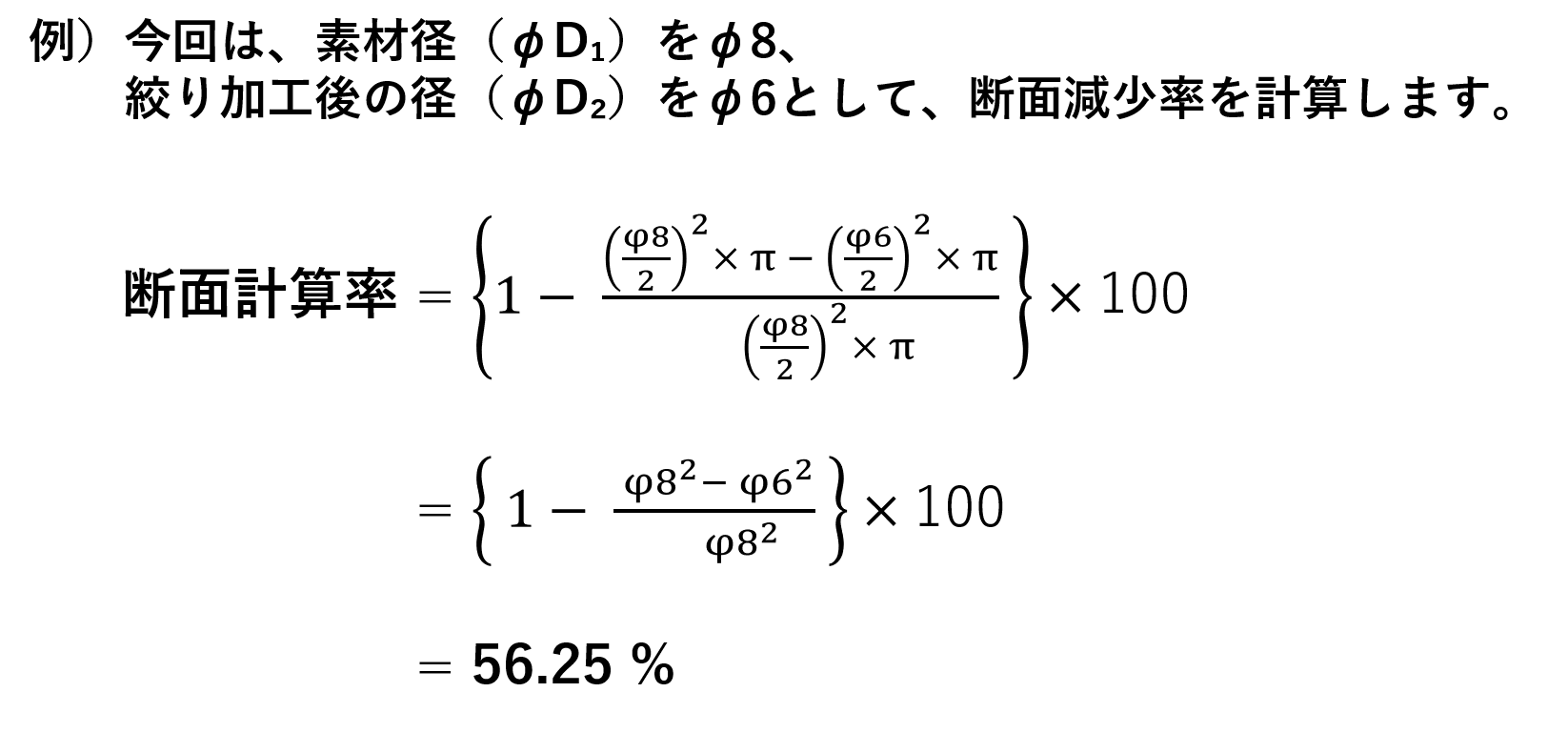
絞り加工における加工率は一般的に断面減少率と呼ばれます。言葉の通り元の素材径の面積より細くする径の面積がどれだけ減少るかを比率で表した数字となります。図1、2のケースを参照に断面減少率の計算方法をご紹介します。
断面計算率の計算方法
代表的な材質の断面減少率の加工限界値について
絞り加工により素材径をどこまで細くできるかは材質によって加工率の限界値が異なります。代表的な材質の断面減少率の加工限界値を下記します。
| 材質 | 断面減少率 |
| 低炭素鋼(S20Cまで) | 75% |
| 中炭素鋼(S45Cまで) | 60% |
| Ni系ステンレス | 50% |
| Cr系ステンレス | 60% |
| 純アルミ、アルミ合金 | 80~90% |
| 銅、黄銅 | 75% |
上記の加工限界値は絞る長さ等によって下がっていきます。製品設計時に加工率の限界をどのように適用するかはお気軽にお問い合わせください。
鍛造・圧造における「絞り加工」の加工のポイントとは?
上記の加工限界値から低炭素鋼の場合であれば断面減少率は75%なので素材径の半分までは絞れるという事になります。ただこの絞り加工に据え込加工を加えれば、より大きなギャップを持つ軸形状の成形を加工することが可能になります。
※据え込加工画像のイメージ
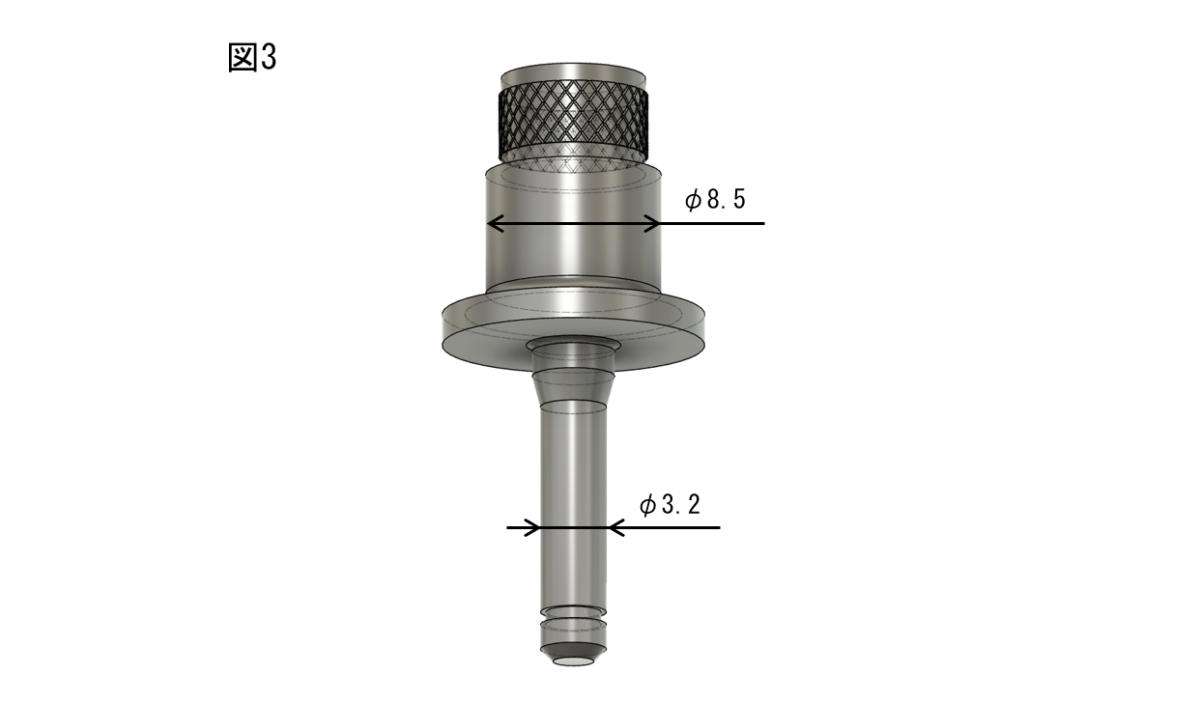
実際の製品で解説していきます。上記の図3を参照ください。本製品の素材はSCM435なので断面減少率の限界値は60%となります。一方で、この製品の軸径ギャップの度合いを断面減少率で表すと85.8%になり、加工限界値を悠に超えています。
このような加工の実現には、加工レイアウト、金型形状、潤滑油等の経験、実績値が非常に重要となってきます。
単純な形であれば計算や加工は行うこことができますが、複雑な形状になればそのはいきません。上記の例のような製品の圧造絞りの経験を踏まえた専門的な知識が、加工のポイントになります。
また、大きなギャップを持つ軸形状の成形の場合は、絞り加工に据え込加工を加えることが非常に重要になります。
絞り加工による製品事例のご紹介!
続いて、実際に当社で絞り加工を行った製品事例をご紹介いたします。

座付きなべ頭段付きボルト(M4×P0.7)
こちらは自動車向けの座付きなべ頭段付きボルトです。
頭部形状がナベフランジになっており、ワッシャーと同じ働きをする頭部形状になっています。このことで着座面積が広くなり相手材に接触する際に過剰トルクをかけてしまった場合でもめり込むことがなくなります。その為、結果的に緩み止めの効果を発揮します。圧造の際も、ネジ下への絞り率が高いため、細い線径から軸部を太らせながら加工をしている製品です。

薄平頭段付きピン
こちらの製品は墜落制止用器具で使用される薄平頭段付きピンです。この製品は以前、切削品が流動していましたが、流動数の増加に伴い、圧造化をした製品になります。VA・VEを実施したことで、コストも安くなり、強度面でも切削と比較した際に加工硬化による強度UPをすることができました。形状も段部が2段のため、圧造段階で2段絞りをしている製品になります。外観も必要とする製品の為、装飾メッキでも有名なニッケルメッキが採用されています。

中ツバ段付きピン
こちらは墜落防止機器向けのバックルに使用されております中ツバ段付きピンです。
お客様では以前、棒材から全切削で量産されていた製品とのことでしたが、コストダウンをご希望されて、当社までご相談いただきました。材質はSUSXM-7系のため、細軸を絞り可能な部分まで金型で成形し、二次加工切削で仕上げております。

つまみねじ(Sタイト)
こちらは住設向けの±特平ローレットSタイトつまみねじです。まず圧造工程で頭部形状を据え込み、ネジ部の絞り加工率を高く仕上げております。その後転造工程で、頭部の平目ローレットやセルフタップねじを加工しております。今回のつまみねじは住設部品ということもあり、表面処理は外観に優れたニッケルメッキを施しています。
絞り加工のことなら、特殊ネジ カスタム部品製造.comまで!
特殊ネジ カスタム部品製造.comでは、絞り加工に据え込加工を加えることで、大きなギャップを持つ軸形状の成形を圧造で行うことができます。
また、長年の経験と技術によりネジやボルト、ピン、リベットなどのパーツ等の量産はもちろん、設計段階からのコストダウン提案などもさせていただきます。
絞り加工のような冷間圧造加工についてお困りの方はお気軽にご相談ください!
◆特殊ネジ カスタム部品製造.comは、冷間圧造技術のノウハウと、オリジナリティ溢れる金型設計力、幅広い調達ネットワーク、そして積極的なVA/VEによる技術提案を行い、多種多様な特殊締結部品の製造を、試作開発から量産までトータルサポートさせていただきます!
>>鍛造・圧造における「絞り加工」の加工のポイントとは?断面減少率の計算方法もご紹介!
◆私たちの強みが形となった「冷間圧造」「2ダイ3ブロー」「ヘッダー加工」「転造加工」…など当社のサービス一覧をご紹介します!
>>加工サービス一覧はこちら
◆私たちは冷間圧造を中心として特殊ネジ カスタム部品の製造を得意としております。特に、「目利き力」でお客様の求める製品の最適な製造方法をご提案させていただきます。実際、工法転換や材質変更などによる大幅なコストダウンを実現した事例が多数ございます!
◆特殊ネジ カスタム部品の設計・製造に関して、実際にお客様からいただいたご質問と、その回答を掲載しております!
◆当社の対応しております製品一覧をカタログにしておりますので、更にご興味ある方は是非ご覧ください。無料でダウンロードできます!

◆特殊ネジ カスタム部品の製造や工法転換など、お困りの際はお気軽にご相談ください!
 締結部品の
締結部品の